 简体中文
简体中文







2026-07-24

高速合成繊維ラインの巻き取りワインダーを評価している場合、結論は明らかです。 嘉興盛邦機械設備有限公司 ワインダーを巻き取る 最大 7,000 m/min の機械巻取り速度に耐え、端切れ率を大幅に低下させ、HMLS タイプのナイロン糸を製造できます。 このガイドでは、生産管理者向けに、タイプの選択、主要なパラメータ、設置、メンテナンス、最新の自動巻き取りワインダーにアップグレードするための ROI ケースについて説明します。
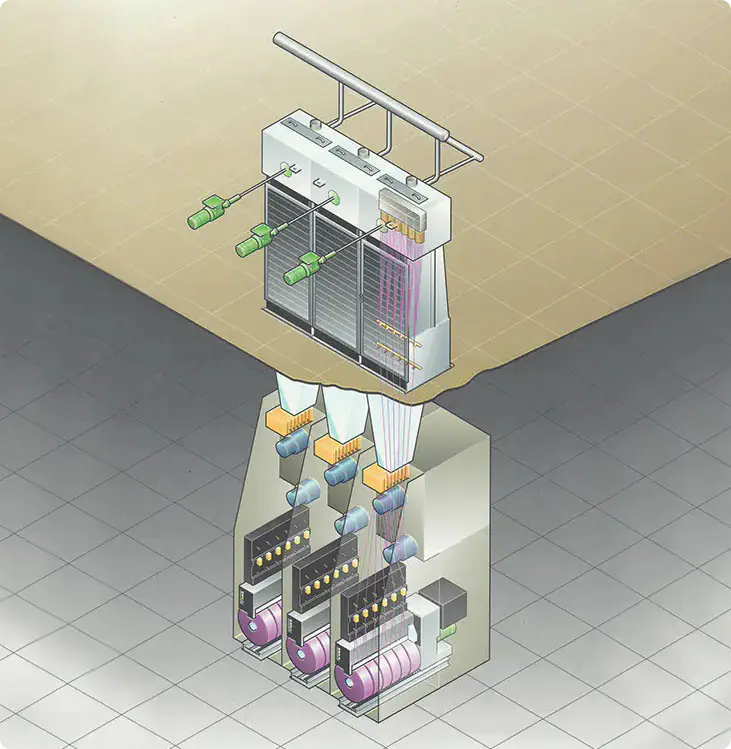
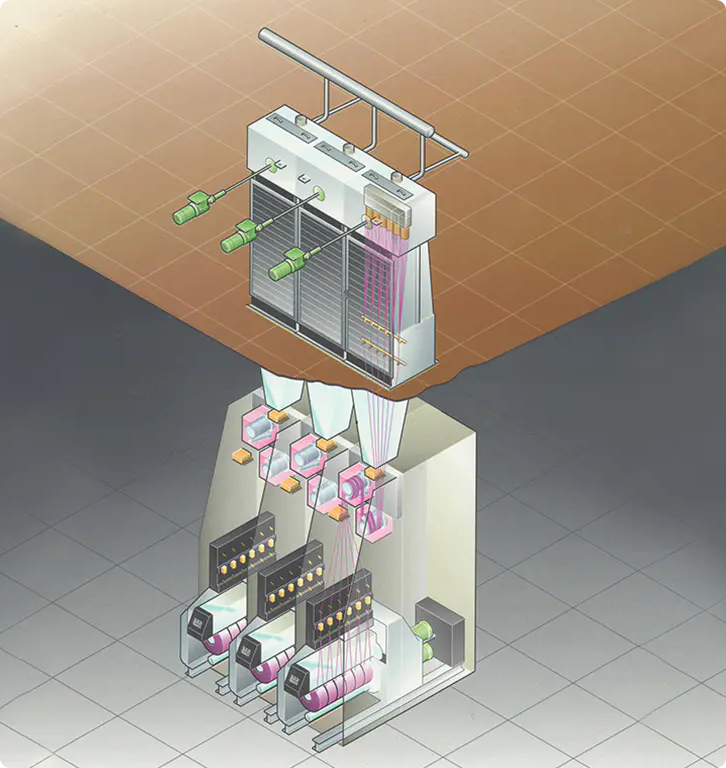
巻き取りワインダーは、すべての溶融紡糸ラインで最後に稼働するステーションです。その仕事は、スピンパックによって設定されたライン速度で溶融押し出されたフィラメントを受け取り、幾何学的に正確なパッケージを構築し、そのパッケージを欠陥なく下流のテクスチャリング、整経、または織機に渡すことです。
最も一般的な 3 つのアプリケーション コンテキストは、それぞれ異なる要求を課します。
業界のベンチマークは次のことを示しています ワインダーの適合が不十分であると、エンド破損イベント全体の 35 ~ 55% が発生します。 溶融紡糸ライン上 (CIRFS、2024 メンバー データ)。正しく指定された自動巻取りワインダーに投資すると、通常、そのシェアは 8% 未満に減少します。
産業用ファイバーの製造では、3 つの基本的な巻き取り形状が使用されます。以下の表は、選択を絞り込むのに役立つ重要な違いをまとめたものです。
| 種類 | 速度範囲 | 代表的な用途 | 主な利点 | 制限事項 |
|---|---|---|---|---|
| タレット(自動) | 2,000~6,000m/分 | POY、FDY、ナイロン6/66 | 連続運転;自動玉揚げ <2 秒;生産停止ゼロ | 初期投資が高い。精密なサーボドライブが必要です |
| 表面巻き | 200~1,500m/分 | スパンデックス、細デニールの特殊糸 | 一定の表面速度。ソフトパッケージの変形を防止 | 手動による脱着が必要です。高速回線には不向き |
| 中巻き(手動) | 800~3,000m/分 | BCF、カーペット糸、工業用糸 | シンプルな構造。メンテナンスコストが低い。パッケージ径が大きい | doff には演算子が必要です。テンションの一貫性はスキルに依存します |
| 精密巻上げ(電子式) | 500~4,000m/分 | 光ファイバー、ファインフィラメント、テクニカルテキスタイル | プログラム可能なコイルピッチ。パターンニング/リボン巻きを省略 | 制御システムのコストが高くなります。振動に敏感 |
3,000 m/分を超えるラインを稼働しているほとんどの POY および FDY 生産者にとって、 タレット式自動巻取機は業界標準です 10 年間の資産耐用年数にわたって最高の総所有コストを実現します。
Jiaxing Shengbang Mechanical Equipment Co., Ltd. は、2003 年以来、巻き取りワインダーと補助紡糸装置を製造してきました。現在の主力自動巻き取りワインダー シリーズは、合成繊維のあらゆる用途をカバーしています。主要な技術仕様を以下の表にまとめます。
| パラメータ | スタンダードモデル(SB-TW4) | 高速モデル(SB-TW6) |
|---|---|---|
| 最大。巻取り速度 | 4,000m/分 | 6,000m/分 |
| 自動ドオフ時間 | 3 秒未満 | <2秒 |
| 張力制御精度 | ±1% | ±0.5% |
| ボビン直径範囲 | 75~300mm | 75~280mm |
| パッケージ重量 (最大) | 12kg | 10kg |
| ユニットあたりの主軸位置 | 4/8 | 4/8 |
| 駆動方式 | ACサーボ | ACサーボ closed-loop feedback |
| PLC/HMIインターフェース | Siemens S7 7インチタッチパネル | Siemens S7 10インチタッチパネル |
Jiaxing Shengbang は、公開されている仕様以外にも、次の 3 つの文書化された顧客の成果を通じて差別化を図っています。
すべての Jiaxing Shengbang 自動巻き取りワインダー ユニットは、ご要望に応じてカスタム スピンドル間隔、ボビン チューブ仕様、および既存のプラント レベルの SCADA システムとの統合をサポートしています。
巻き取りワインダーを指定する場合は、次のチェックリストを使用してください。各決定ポイントを順番に検討します。初期の選択が後の選択を制約します。
PET を実行する一般的な 48 ポジション FDY ライン (例: 速度 4,200 m/min) の場合、Jiaxing Shengbang スピンドル タレット、AC サーボ、電子トラバース、Siemens HMI が推奨構成です。 5,000 m/分を超えるライン、またはデニール CV が主要な品質 KPI であるラインの場合、Jiaxing Shengbang が設計したカスタマイズされたタレットにアップグレードすることが最良の選択です。
正しく取り付けることは、長期にわたる巻線の品質に直接影響します。試運転中は次の手順に従ってください。
体系化されたメンテナンス スケジュールは、テイクアップ ワインダーの耐用年数を延ばす最も費用効果の高い唯一の方法です。 Jiaxing Shengbang は、1000 台を超える設置ユニットのフィールド データに基づいて、次の間隔を推奨します。
嘉興盛邦の推奨スケジュールレポートに従った工場 14,000 稼働時間を超える平均故障間隔 (MTBF) SB-TW シリーズのワインダーでは、計画外のダウンタイムが発生する前に、約 19 か月間 3 交代で連続稼働します。
最新の自動巻き取りワインダーの財務状況は、4 つの測定可能なレバーに基づいて構築されています。
通常、これらの改善を組み合わせることで、 12 ~ 24 か月の全額回収期間 嘉興盛邦自動巻き取り機への投資は、ライン規模と現在のベースラインパフォーマンスに応じて異なります。
2025 年から 2028 年にかけて、4 つのテクノロジーの方向性がテークワインダーの設計を再構築します。
巻き取りワインダーは紡績プロセスとインラインにあり、停止することなくライン速度で紡糸口金から糸を直接受け取る必要があります。従来の巻き戻し機は、すでに形成されたパッケージをオフラインで低速かつ可変速度で処理します。張力、速度、および玉揚げの要件は根本的に異なります。巻き取りワインダーは、連続生産条件下で 2,000 ~ 6,000 m/min で確実に動作する必要があります。
リボンの巻き付けは、トラバース比が有理分数に等しいかそれに近づくと発生し、連続する層が同じらせん上に着地します。解決策は、コイルのオーバーレイを防ぐためにトラバース速度比を少量 (通常 ±0.1 ~ 0.5%) ずつ継続的にディザリングするステップ精度 (またはアンチパターニング) アルゴリズムです。 Jiaxing Shengbang のテイクアップ ワインダー ユニットでは、これは HMI で設定可能なパラメータです。標準 POY の推奨ディザ範囲は ±0.25% です。
標準的な 8 スピンドル テイクアップ ワインダーの設置には、調整、ケーブル配線、生産試用を含めて、少なくとも 3 ~ 5 営業日が必要です。 Jiaxing Shengbang は、中国本土でのオンサイト試運転のために工場エンジニアを派遣します。海外での設置は、東南アジア、南アジア、トルコの認定現地サービス パートナーを通じてサポートされます。
原理的には、同じハードウェア プラットフォームで両方のタイプの糸を巻き取ることができますが、製品を切り替える際には、張力設定値、接触ロール圧力、およびトラバース角度を再パラメータ化する必要があります。 Jiaxing Shengbang は、HMI にレシピ ストレージ (最大 50 の名前付き製品プログラム) を提供しており、速度範囲に互換性がある場合、1 台のマシンで POY プログラムと FDY プログラムを簡単に切り替えることができます。
Jiaxing Shengbang は、現行のすべての生産モデルについて、最低 2 年間のスペアパーツ在庫保証を維持しています。消耗品 (シフト フォーク、トラバース ガイド、チャック、ベアリング) は在庫にあり、同じ週に発送されます。スピンドル ベアリング キットとサーボ ドライブ モジュールは通常、海外から 5 ~ 7 営業日以内に発送されます。

適切な巻き取りワインダーを選択することは、繊維生産者が行う機器の決定において最も重要な要素の 1 つです。 ワインダーのタイプ、速度定格、自動化レベルの選択は、人件費、エンドブレイク率、最高品質の歩留まり、そして最終的には生産される糸 1 キログラムごとの収益性を直接決定します。
Jiaxing Shengbang Mechanical Equipment Co., Ltd. は、POY ライン用のエントリーレベルから FDY 用の高速プラットフォームに至るまで、文書化されたフィールドパフォーマンスデータ、オンサイトでの試運転サポート、および保証されたスペアパーツのサプライチェーンに裏付けられた、あらゆる種類の自動巻取りワインダーを提供しています。
新しい紡績ラインを指定する場合でも、老朽化した巻き取りワインダー装置をアップグレードする場合でも、既存設備の慢性的な品質問題のトラブルシューティングを行う場合でも、Jiaxing Shengbang 技術チームは、お客様の特定のファイバーの種類、ライン速度、自動化の目標に合わせた詳細な提案を提供できます。
お問い合わせ 嘉興盛邦機械設備有限公司 ワインダーの選択に関するコンサルティング、詳細な技術データシート、または工場訪問の手配をリクエストします。公式 Web サイトにアクセスするか、セールス エンジニアリング チームに直接連絡して、生産要件について話し合い、カスタマイズされたテイクアップ ワインダーの推奨事項を受け取ります。

住所: 浙江省嘉興市経済技術開発区周安路1298号
電話: +86 19057031687
電話: 86-0573-83777752
メール: [email protected]








")

