 简体中文
简体中文







ポリエステル(PET)、ナイロン(PA)、ポリプロピレン(PP)、ポリ乳酸(PLA)などの製品のFDY、POY、HOYおよび工業用糸紡績機の研究、設計、製造、エンジニアリング...
ポリエステル(PET)、ナイロン(PA)、ポリプロピレン(PP)、ポリ乳酸(PLA)などの製品のFDY、POY、HOYおよび工業用糸紡績機の研究、設計、製造、エンジニアリング...
ポリエステル(PET)、ナイロン(PA)、ポリプロピレン(PP)、ポリ乳酸(PLA)などの製品のFDY、POY、HOYおよび工業用糸紡績機の研究、設計、製造、エンジニアリング...
ポリエステル(PET)、ナイロン(PA)、ポリプロピレン(PP)、ポリ乳酸(PLA)などの製品のFDY、POY、HOYおよび工業用糸紡績機の研究、設計、製造、エンジニアリング...
ポリエステル(PET)、ナイロン(PA)、ポリプロピレン(PP)、ポリ乳酸(PLA)などの製品のFDY、POY、HOYおよび工業用糸紡績機の研究、設計、製造、エンジニアリング...

はじめに 繊維業界は常に進化しており、メーカーは高品質の生産物を維持しながら生産コストを削減する方法を模索しています。注目を集めている解決策の 1 つは、 中古紡績機 s.これらの機械は以前に所有されており、多くの場合改修または再販されるため、新品の機器に代わるより手頃な価格の代替品となります。 中古紡績機とは何ですか? 中古紡績機とは、...
もっと見る1. はじめに: ポリプロピレン繊維を詳しく調べる必要がある理由 合成繊維の中でも、ポリプロピレン (PP) は汎用素材として分類されることが多く、PET や PA のエンジニアリング性能の影に隠れがちです。しかし、PP 繊維は物理的および化学的特性の組み合わせにより、いくつかの大量産業用途分野において機能的に代替不可能なものとなり、世界の繊維市場で重要かつ成長しつつある地位を占めています...
もっと見るはじめに 繊維業界がより持続可能な取り組みに移行するにつれて、リサイクルポリエステル生地の需要が急増しています。これらの環境に優しい繊維製品の製造の中心となるのは、リサイクルされた PET (ポリエチレン テレフタレート) フレークの使用です。ただし、これらのフレークを高品質の繊維や生地に加工する前に、乾燥という重要なステップを経る必要があります。ここが PETフレーク乾燥機 ...
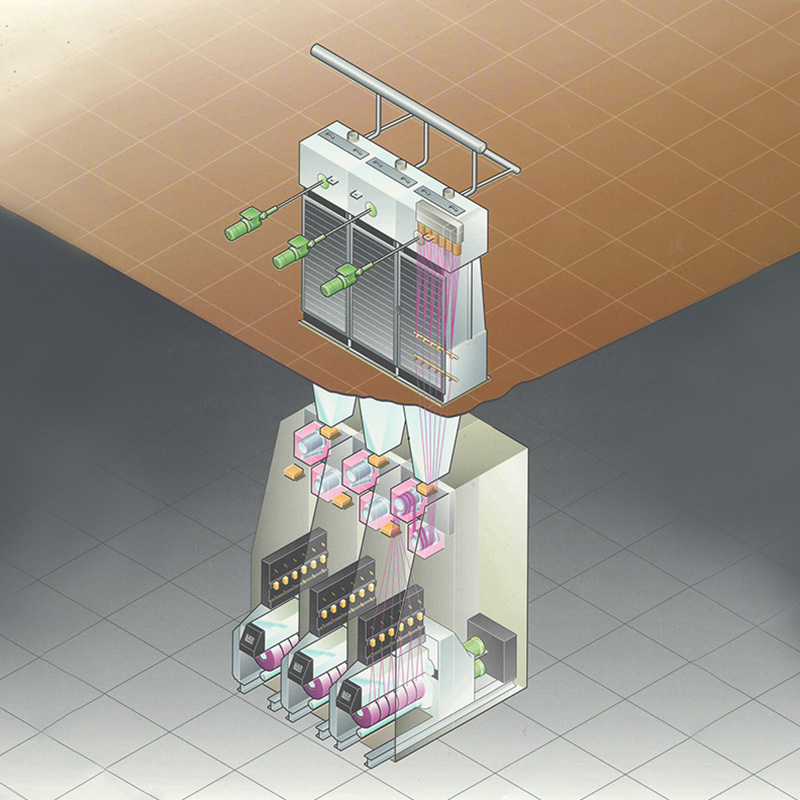
もっと見るIn the spinning process of the FDY (fully drawn yarn) spinning production line, the hair and broken ends of shaped fibers are mainly caused by the complex coupling between the spinning fluid dynamics and the material properties. When the molten polymer passes through the micropores of the spinneret, the uneven distribution of the normal stress on the hole wall will lead to the non-uniformity of the extrusion expansion effect (Barus effect). Taking the rectangular hole as an example, when the melt flows in the channel with a large difference in aspect ratio, the shear rate in the central area of the long side is significantly higher than that in the short side area. This flow rate gradient is converted into an elliptical distortion of the cross-sectional shape at the moment of extrusion. Experiments show that when the aspect ratio of the rectangular hole exceeds 3:1, the hair occurrence rate will increase by 12-15% for every 1 unit increase in the flatness of the fiber cross section.
From the perspective of material properties, there is a "skin-core" structural contradiction in the cooling molding process of shaped fibers. Although rapid cooling can solidify the cross-sectional shape, the surface polymer generates residual stress due to the temperature gradient. When the stress concentration exceeds the yield strength of the material, it will cause hairiness; while slow cooling can release internal stress, it will cause the cross-sectional shape to shrink, increasing the risk of breakage. This contradiction is particularly prominent in fibers with complex cross-sections such as dumbbells and trilobes.
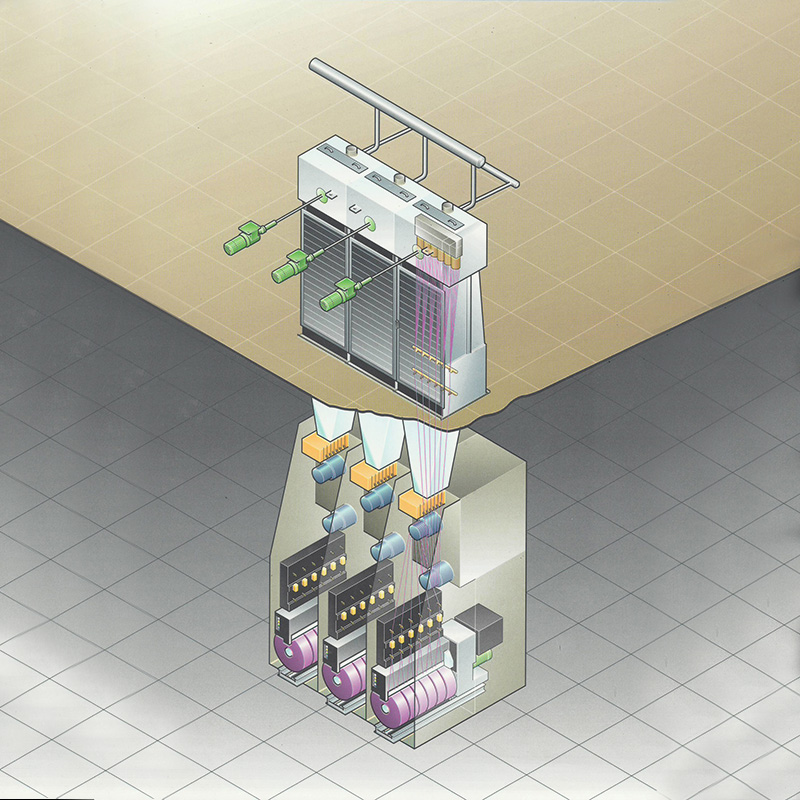
Aiming at the structural defects of traditional rectangular holes, the dumbbell-shaped hole shape achieves triple improvements through fluid mechanics optimization:
Stress homogenization design: The dumbbell-shaped channel adopts a hyperbolic transition zone to reduce the shear rate gradient of the melt at the entrance section by 30-40%. Simulations show that this design can increase the normal stress distribution coefficient of the channel cross section from 0.68 of the rectangular hole to 0.82, significantly reducing the unevenness of extrusion expansion.
Optimization of aspect ratio: The aspect ratio of the spinneret hole is increased from the conventional 1.5:1 to 2.5:1, combined with a streamlined entrance structure. Experiments show that when L/D≥2, the residence time of the melt in the channel is extended by 25%, the elastic energy storage is released more fully, and the fiber cross-section retention rate is increased by 40%.
Surface quality improvement: Laser micromachining technology is used to etch micron-level spiral patterns on the inner wall of the channel, so that the melt flow state changes from laminar flow to turbulent flow, effectively breaking the boundary layer effect. Test data show that this process can reduce the occurrence rate of hair by 55% and the breakage rate by 40%.
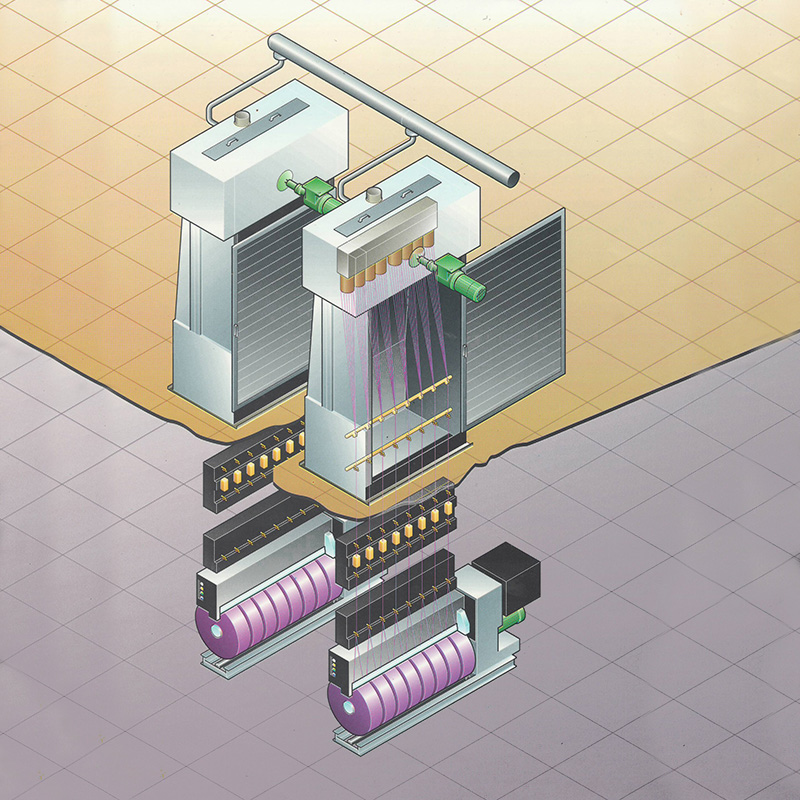
Collaborative control strategy for key process parameters
Temperature field management: Establish a coupling model of melt temperature-viscosity-spinning speed. When the spinning temperature is controlled at 290±2℃, the melt viscoelasticity is in the optimal window. At this time, the extrusion stability of the dumbbell-shaped hole is 60% higher than that of the rectangular hole.
Cooling wind speed control: A circular side blowing system is used to optimize the wind field distribution through CFD simulation. Experiments show that when the wind speed gradient is set to 0.3m/s/mm, the surface temperature uniformity coefficient of the tow reaches 0.95, effectively eliminating local stress concentration.
Oil adhesion optimization: Develop a nano-modified silicone oil system to reduce the contact angle of the oil on the surface of the tow from 82° to 65°, and increase the adhesion by 35%. This not only reduces static electricity accumulation, but also forms a lubricating layer on the fiber surface, reducing the occurrence rate of hairy fibers by 28%.
In the technical practice of Jiaxing Shengbang Mechanical Equipment Co., Ltd., the industrial application of hole shape optimization has been realized through the equipment upgrade of the FDY spinning production line:
High-precision processing equipment: The introduction of German DMG MORI CNC machine tools, combined with the independently developed plasma coating technology, enables the spinneret micro-hole processing accuracy to reach 0.002mm, and the surface roughness Ra<0.05μm.
Online monitoring system: Integrate infrared thermal imaging and laser diameter measurement technology to realize real-time diagnosis of the spinning process of the FDY spinning production line. When the cross-sectional distortion is detected to exceed the threshold, the system can automatically adjust the spinning speed and cooling parameters, and the response speed is increased to within 0.5 seconds.
Process database construction: Based on more than 2,000 sets of experimental data, a process parameter library covering 12 special-shaped sections and 5 polymer materials was established to provide data support for hole shape optimization.
住所: 浙江省嘉興市経済技術開発区周安路1298号
電話: +86 19057031687
電話: 86-0573-83777752
メール: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. 無断転載を禁じます. 卸売 FDY紡績生産ライン サプライヤー
